


 气动铆钉枪 丨 快速铆钉枪
气动铆钉枪 丨 快速铆钉枪 气动铆螺母枪
气动铆螺母枪 铆螺母 丨快速铆钉
铆螺母 丨快速铆钉 防松垫圈 | 弹簧垫圈
防松垫圈 | 弹簧垫圈1. 铆钉镀前处理分类
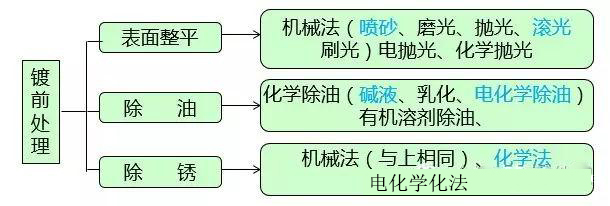
电化学除油:也叫电解除油,将零件置于阴极或阳极上,通以直流电在电流的作用下,使油与溶液界面的表面张力大大的降低,并且产生的氧气对表面的附着物具有强烈的撕裂作用。
电化学除油按工件性分阴极法与阳极法,还有阴阳极联合法,阴极法除油效果效率比阳极法高,基体不受腐蚀,但容易渗氢,适用于铝锌锡铅铜等有色金属及合金件除油,阳极除油效率比阴极低,对有色金属腐蚀大,适用于高碳钢、弹性材料零件。
化学除锈:化学除锈多采用酸性溶液,因而又叫酸洗,又称为侵蚀,分强侵蚀,弱侵蚀(活化)
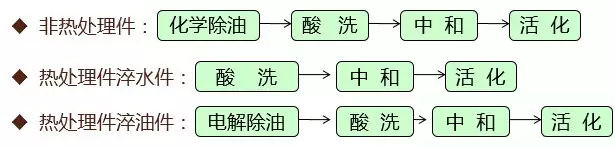
2. 铆钉镀前处理流程
3. 铆钉镀锌工艺简介
氯化钾镀锌的工艺特点:
氯化钾镀锌对零件材料的适镀性铰广,电流效率高,很适宜于 铆钉的滚镀生产。另外,氯化钾镀锌可允许较宽的电流密度,并且镀液稳定,不含络合物,废水处理简单。因此大部厂家都采用氯化钾镀锌工艺。
4. 操作要点
1)零件的装载量及电流的控制
产品的大小、长短各异,而且相差较大,为了便于操作,适应工艺要求,特别规定了产品装载量:各种规格产品都以上圆为30厘米,下圆为25厘米,高25厘米的锥形水桶,装满4桶为一个电镀槽(即3个滚桶)的装载量。再根据此量计算得出各种零件的总表面积,然后乘以工艺要求的电流密度,确定零件镀锌的电流范围,各规格产品的电流控制详见附表,以供参考。
参考附件:标准件镀锌电流对照表

2)镀层厚度与电镀时间的控制
・ 在产品的装载量和电流大小都控制在一定值时,镀层厚度只取决于电镀时间的长短。时间越长镀层厚度越厚。镀层厚度要求与时间的控制如下表:
镀层厚度(μm) |
电镀时间(分钟) |
5 |
60-80 |
5-7 |
80-100 |
7-9 |
90-120 |
9-12 |
120-140 |
12-15 |
140-150 |
15-18 |
150-170 |
3)光亮剂的添加
为了获得光亮的镀层,在每班要加入光亮剂和柔软剂。添加时以5-10倍的水稀释加入。光亮剂加入太少会得不到光亮、理想的镀层;如果加入过多,就会引起镀层发脆、疏松,甚至因光亮过量而析出有机杂物,夹附于镀层,导致镀层起泡、脱皮。光亮剂添加量与通电时间、电流大小成正比,以消耗量60-120ml/KAh的范围内适量添加。每班以4小时计:加柔软剂200ml,光亮剂1000ml。
5. 镀液的维护
a) 氯化钾镀液较稳定,槽液成份单班生产时每周化验一次,两班生产时三天分析一次,根据分析结果作必要的补充。并作好镀液工艺检查记录。
b) 每班测量一次镀液的PH值,PH上升可用稀盐酸调整至5-6,并检查锌板消耗情况,并及时补充。
c) 每天下班前都要吸捞槽底的金属物,防止金属溶于溶液影响其性能和镀层的质量。
d) 定期进行大处理,一般规定为1-2个月处理一次,并作好镀液工艺检查记录。
6. 镀(锌)后工艺简介
零件在酸洗、阴极电解除油及电镀过程中都有可能在镀层和基体金属的晶格中渗氢,造成晶格扭曲,内应力增大,产生脆性称为氢脆。
・ 除氢处理
为了消除氢脆,一般采用镀后热处理,使氢逸出。温度越高时间越长,除氢越彻底,但超过250℃锌结晶组织将变形,发脆,耐蚀性明显下降。实践温度:200±10 ℃,不同标准件产品除氢工艺见下表:
零件名称 |
最短时间h |
10.9级产品 |
4 |
12.9级产品 |
6 |
硬度HV400-500弹性垫圈 |
8 |
硬度HV500-600弹性垫圈 |
12 |
自攻钉 |
2 |
自攻锁紧螺钉 |
6 |
*注意:镀后四小内进行,炉温均匀一致
・ 钝化处理
a. 锌的化性质活泼,在空气中很容易氧化变暗,生成“白锈”腐蚀。镀锌后经铬酸盐处理,可以在锌层上生成一层化学转化膜,使活泼的金属锌处于钝态,这层厚度小于0.5UM的铬酸薄膜,能使镀锌层的耐腐蚀能力提高6-8陪。并赋予美丽的装饰外观和抗污染能力。
b. 钝化液深度分三种:高中低,为满足不同客户的要求,钝花色泽分为兰白、五彩、黑色、军绿色、金黄色、三价兰白和三价五彩等。
・ 铬酸纯化盐三要素
钝化配方虽然很多,但任何有实用价值的配方必须包括主盐、活化剂和一定的氢离子浓度。
・ 注意事项
(1)镀层质量要求细致、光泽较好。因低浓度钝化液无化学抛光能力,故必须保持锌镀层的质量一致。
(2)钝化温度以15℃~35℃最好。温度低,成膜慢,色淡膜薄;温度高,膜厚而疏松,附着不牢。自动线生产最好控制在25℃左右,以确保在一定时间内获得同一色彩。
・ 钝化时间
依主盐浓度、pH值、活化剂浓度和温度而定。自动线尤其要保持上述因素在规范范围内。在其他条件相同时,夏季钝化时间相应缩短;冬季则适当延长。
(1)钝化时零件与钝化液要相对运动,有利于溶液的对流扩散,防止零件粘叠,使膜层均匀一致。自动线上钝化一定要用压缩空气剧烈搅拌。
(2)清洗一定要彻底,热水的温度应不超过50℃,否则易掉膜。
(3)彩色钝化一定要经烘烤老化,以提高膜层的附着力和耐蚀性能。但老化温度不得超过65℃。温度高时膜层脱水开裂,耐蚀性明显降低。采用红外线干燥时除注意温度外,老化时间也不得超过15min,否则耐蚀性也下降。





